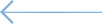



不锈钢钢材自研究出来之后就一直被运用在各个行业,无论是家用小电器还是建筑行业都是常用的一种材料,也是深受大家非常受大家欢迎的。但是不同厂家生产出来的钢材质量也各不一样。所以在大家选择的时候就得擦亮眼睛,都知道这类产品基本上都是用过热轧工艺制作而来,但是冷拉其实会更好一些,所以下面无锡冷拉厂的小编就来跟大家分享一些关于冷拉的资料,一起来看看吧。

钢筋冷拉:是在常温条件下,以超过原来钢筋屈服点强度的拉应力,强行拉伸钢筋,使钢筋产生塑性变形以达到提高钢筋屈服点强度和节约钢材为目的。
制作过程:冷拉钢筋的制作过程需要两次冷拉过程制作完成。
一次冷拉:取一钢筋对其施加拉应力冷拉,钢筋会发生变形(并作应力――应变图)。随着拉应力增加,钢筋内部承受的拉应力逐渐增大。当钢筋内部产生的拉应力超过钢筋具有的屈服点A,而达到C后,停止冷拉,卸去荷载。此时可以看到,钢筋已产生塑性变形,在卸荷过程中,应力――应变图有一个变化,直线O1C比直线OA要缓。
二次冷拉:重新施加拉应力,将钢筋拉伸到破坏,应力――应变图出现新的变化,新的屈服点在C点附近,明显高于原来的屈服点A。这个变化说明,钢筋的塑性发生了变化,塑性小了,硬度大了,钢筋的强度得到提高,这一现象叫“变形硬化”。
经过以上两次过程冷拉钢筋制作完成。
另外在冷拉过程中需要注意以下几点:
1.冷拉应力的控制:
对于Ⅱ、Ⅲ、Ⅳ级钢筋和5号钢的钢筋,在冷拉后,作预应力钢筋使用的,要用冷拉应力控制。但钢筋冷拉后经检查,其冷拉率超过了规范规定(表3--1)值,还要再进行机械能实验。
2.冷拉率测定控制要求:
以冷拉率控制钢筋冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批钢筋的实际冷拉率。如果钢筋强度偏高,,平均的冷拉率低于1%时,在钢筋冷拉时,仍要按1%的冷拉率控制。
3.不同炉批的冷拉控制:
对于混杂,分不清炉批的钢筋,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的钢筋,每根的冷拉率和控制应力都要符合规范规定(表3--1)。
4.冷拉速度控制:
要使钢筋充分变形,就要适当控制冷拉速度,一般以0.5--1.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2--3以后,再放松钢筋,结束冷拉,以给钢筋充分变形的时间。
冷拉钢筋是指在常温条件下,以超过原来钢筋屈服点强度的拉应力,强行拉伸钢筋,使钢筋产生塑性变形以达到提高钢筋屈服点强度和节约钢材为目的一种制作工艺。
以上就是小编为大家找到的一些有关于冷拉的相关资料,希望能够为大家解开一定的疑惑。关于冷拉由于我们并不是行业相关人员,所以对于这些并不是特别了解,有时候我们无法分辨钢材是否合格,只能寄希望于厂家生产得当,所以大家在选购时一定要选择合格的相关厂家哦。