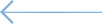



为了提高钢材的屈服强度,我们通常会对它进行冷拉处理,强行对它进行拉伸,通过让钢材变形以达到提高屈服强度的目的。无锡冷拉导轨钢材经冷托后屈服强度可提高20%~30%,兼有除锈、调直作用。但是钢材经冷托后塑性降低.且降低了钢筋的强屈比。由于软钢的设计强度取值于屈服强度,因此冷拉提高了设计强度,但是冷拉后的钢筋抗压强度未改变,所以冷拉降低了钢筋的强屈比;同时冷拉降低了钢筋的塑性变形性能。
冷拉应力控制的情况:
对于Ⅱ、Ⅲ、Ⅳ级钢筋和5号钢的钢筋,在冷拉后,作预应力钢筋使用的,要用冷拉应力控制。但钢筋冷拉后经检查,至大冷拉率超过了规范规定值,还要再进行机械能实验。
2)冷拉率测定控制要求:
以冷拉率控制钢筋冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批钢筋的实际冷拉率。如果钢筋强度偏高,,平均的冷拉率低于1%时,在钢筋冷拉时,仍要按1%的冷拉率控制。
3)不同炉批的冷拉控制:
对于混杂,分不清炉批的钢筋,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的钢筋,每根的冷拉率和控制应力都要符合规范规定。

4)冷拉速度控制:
要使钢筋充分变形,就要适当控制冷拉速度,一般以0.5――1.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2――3以后,再放松钢筋,结束冷拉,以给钢筋充分变形的时间。
5)冷拉控制方法:
冷拉时只用冷拉率或者冷拉应力控制叫单控,冷拉时冷拉率和冷拉应力同时应用,称为双控。采用单控,施工简单方便。但对于材质不均匀的钢筋,不可能逐根试验(逐根试验,费工费料,不可能这样做,有的同一根钢筋冷拉率也不一样)冷拉质量得不到确保。双控方法可以避免上述问题。冷拉时,对于控制应力已经达到,冷拉率没有超过允许值的,可以认为合格。但是,如果冷拉率已经达到,而冷拉应力还达不到控制应力,这种钢筋要降低强度使用。对于预应力钢筋必须采用双控方法。
不过呢,就算我们已经完全弄清楚了冷拉应力的情况了,无锡冷拉导轨厂家还是要提醒您在真正进行操作的时候也不能掉以轻心。我们在进行冷拉前,应检查冷拉设备的能力与钢筋的冷拉力是否相适应,设备超载冷拉是不可以的。不光如此,我们还要要经常检查冷拉地锚是否稳定,卷扬机、信号装置、钢丝绳、夹具、滑轮组等是否正常,应在冷拉操作前排除卷扬机滑移,信号、机械、夹具失灵,或钢丝绳断裂等不安全因素,以防事故的发生。